

Introdução aos Códigos de Comando FANUC
Codigos Do Comando Fanuc Comm Funçao E Exemplo De Uso – Os sistemas CNC FANUC são amplamente utilizados na indústria de manufatura devido à sua confiabilidade e flexibilidade. Compreender seus códigos de comando é fundamental para programar e operar máquinas CNC com eficiência. Esta seção apresenta a arquitetura básica do sistema FANUC e categoriza os principais tipos de códigos de comando, explicando sua sintaxe geral.
Arquitetura Básica do Sistema FANUC
O sistema de controle numérico computacional (CNC) FANUC consiste em um conjunto de componentes interconectados que trabalham em conjunto para controlar o movimento e as funções de uma máquina ferramenta. Componentes principais incluem a unidade de controle (CPU), que processa os programas CNC; os servos motores, que acionam os eixos da máquina; e os sensores de feedback, que monitoram a posição e a velocidade dos eixos.
A comunicação entre esses componentes é realizada através de um barramento de dados, permitindo a troca eficiente de informações.
Tipos Principais de Códigos de Comando FANUC
Os códigos de comando FANUC são divididos em diversas categorias, cada uma com funções específicas. As principais categorias incluem códigos G (movimento), códigos M (funções auxiliares), códigos T (seleção de ferramenta) e códigos de letras (parâmetros). A combinação desses códigos permite o controle preciso de todos os aspectos do processo de usinagem.
Sintaxe Geral dos Comandos FANUC
A sintaxe geral dos comandos FANUC segue um padrão consistente. Cada comando geralmente começa com uma letra (G, M, T, etc.), seguida de números que especificam os parâmetros do comando. Os parâmetros são separados por espaços ou vírgulas, dependendo da versão do software CNC. Por exemplo, um comando para movimento linear pode ser escrito como G01 X10 Y20 F50, onde G01 especifica o movimento linear, X10 e Y20 especificam as coordenadas de destino, e F50 especifica a velocidade de avanço.
Códigos de Comando para Movimento
Os códigos G são essenciais para controlar o movimento dos eixos da máquina. Esta seção detalha os comandos para movimentos lineares e circulares, compara comandos de movimento rápido e controlado, e demonstra o uso de posicionamento absoluto e incremental.
Comandos G-code para Movimentos Lineares e Circulares
| Código | Descrição | Parâmetros | Exemplo |
|---|---|---|---|
| G00 | Movimento rápido | X, Y, Z, etc. | G00 X100 Y50 |
| G01 | Movimento linear em velocidade controlada | X, Y, Z, F | G01 X50 Y25 F100 |
| G02 | Movimento circular interpolação circular em sentido horário | X, Y, I, J, R, F | G02 X50 Y50 I25 J0 F50 |
| G03 | Movimento circular interpolação circular em sentido anti-horário | X, Y, I, J, R, F | G03 X50 Y50 I25 J0 F50 |
Comparação entre G00 e G01
G00 executa o movimento no máximo de velocidade permitida pelo sistema, enquanto G01 permite controlar a velocidade de avanço (F) durante o movimento. G00 é usado para posicionamento rápido entre pontos, enquanto G01 é usado para usinagem, onde o controle de velocidade é crítico para a qualidade da superfície.
Posicionamento Absoluto e Incremental
O posicionamento absoluto define as coordenadas em relação ao ponto zero da máquina, enquanto o posicionamento incremental define as coordenadas em relação à posição atual da ferramenta. A seleção entre os dois métodos depende da estratégia de programação e do tipo de operação.
Códigos de Comando para Ferramentas
A gestão correta das ferramentas é crucial para a eficiência e precisão da usinagem. Esta seção descreve os comandos para seleção e troca de ferramentas, bem como a compensação de ferramenta e a definição de seus parâmetros.
Comandos para Seleção e Troca de Ferramentas, Codigos Do Comando Fanuc Comm Funçao E Exemplo De Uso
- M6: Comando de troca de ferramenta. Indica à máquina para trocar para a ferramenta especificada pelo código T.
- Tnumero: Seleciona a ferramenta com o número especificado. Exemplo: T1 seleciona a ferramenta 1.
Comandos de Compensação de Ferramenta
Os comandos G43 e G44 compensam o comprimento e o raio da ferramenta. G43 adiciona a compensação, enquanto G44 subtrai. Isso garante que a ferramenta alcance a profundidade de corte desejada, considerando o seu comprimento e o raio da ponta.
Definição do Comprimento e Raio da Ferramenta
O comprimento e o raio da ferramenta são definidos previamente no sistema CNC, geralmente através do painel de controle ou de um programa de configuração. Estes valores são então utilizados pelos comandos de compensação de ferramenta (G43, G44) para calcular a posição correta da ferramenta.
Códigos de Comando para Funções Auxiliares (M-codes): Codigos Do Comando Fanuc Comm Funçao E Exemplo De Uso
Os códigos M controlam diversas funções auxiliares da máquina, como ativação e desativação de eixos, refrigeração, lubrificação e ciclos fixos. Esta seção apresenta os M-codes mais comuns e suas funções.
M-codes Comuns
| Código | Descrição | Função | Exemplo |
|---|---|---|---|
| M03 | Ativação do eixo principal (sentido horário) | Inicia a rotação do eixo principal no sentido horário. | M03 S1000 |
| M05 | Parada do eixo principal | Para a rotação do eixo principal. | M05 |
| M08 | Ativação da refrigeração | Liga o sistema de refrigeração. | M08 |
| M09 | Desativação da refrigeração | Desliga o sistema de refrigeração. | M09 |
M-codes para Ativação/Desativação de Eixos, Refrigeração e Lubrificação
Os códigos M são usados para controlar a ativação e desativação de diversos sistemas da máquina, como os eixos, refrigeração e lubrificação. Isso permite uma gestão precisa dos recursos da máquina e garante a segurança do processo de usinagem.
M-codes para Controle de Ciclos Fixos
Diversos M-codes são usados para executar ciclos fixos predefinidos, como perfuração e rosqueamento. Esses ciclos simplificam a programação e aumentam a eficiência da usinagem.
Exemplos Práticos de Programas FANUC
A melhor maneira de compreender os códigos FANUC é através de exemplos práticos. Esta seção apresenta programas FANUC para usinagem de um bloco retangular simples, perfuração de furos em círculo e fresamento de um contorno complexo.
Programa FANUC para Usinagem de Bloco Retangular
O0001; Programa para usinagem de bloco retangular
G90 G54; Coordenadas absolutas, sistema de coordenadas 1
G00 X0 Y0 Z5; Posicionamento rápido
G01 Z-10 F100; Avanço para profundidade de corte
G01 X100 F100; Avanço em X
G01 Y50 F100; Avanço em Y
G01 X0 F100; Retorno em X
G01 Y0 F100; Retorno em Y
G00 Z5; Retorno rápido
M30; Fim do programa
Programa FANUC para Perfuração de Furos em Círculo
O0002; Programa para perfuração de furos em círculo
G90 G54; Coordenadas absolutas, sistema de coordenadas 1
G00 X0 Y0 Z5; Posicionamento rápido
#100=50; Raio do círculo
#101=6; Número de furos
#102=360/#101; Ângulo entre furos
G01 Z-10 F100; Avanço para profundidade de corte
G91; Coordenadas incrementais
G00 X0 Y0; Reset da posição X, Y
N10 G00 X#100 Y0; Movimento até o primeiro furo
G01 Z-20 F100; Perfuração
G00 Z5; Retorno rápido
#103=#103+1; Contador
IF[#103 LE #101] GOTO N20
M30; Fim do programa
N20 G00 X0 Y0; Reset da posição X, Y
G00 X#100 Y0; Movimento até o primeiro furo
G01 Z-20 F100; Perfuração
G00 Z5; Retorno rápido
G68 R#102; Rotação do sistema de coordenadas
GOTO N10; Continua até #101
Programa FANUC para Fresamento de Contorno Complexo
O0003; Programa para fresamento de contorno complexo (Exemplo simplificado)
G90 G54; Coordenadas absolutas, sistema de coordenadas 1
G00 X0 Y0 Z5; Posicionamento rápido
G01 Z-10 F100; Avanço para profundidade de corte
G01 X10 Y10 F50; Movimento linear
G02 X20 Y20 I10 J0 F50; Movimento circular
G01 X30 Y10 F50; Movimento linear
G03 X20 Y0 I0 J-10 F50; Movimento circular
G01 X0 Y0 F50; Movimento linear
G00 Z5; Retorno rápido
M30; Fim do programa
Tratamento de Erros e Diagnóstico

Durante a programação e operação de máquinas CNC, erros podem ocorrer. Esta seção lista alguns códigos de erro comuns, descreve métodos de depuração e funções de diagnóstico disponíveis no painel de controle FANUC.
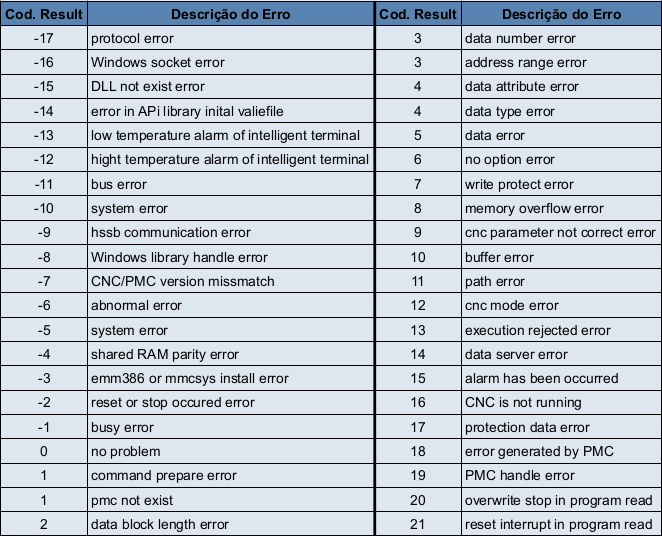
Códigos de Erro FANUC Comuns
- ALARM 1: Geralmente indica um problema na comunicação entre a CPU e os servos motores.
- ALARM 3: Pode indicar um problema de sobrecarga no eixo.
- ALARM 6: Sugere um erro no programa CNC, como um comando inválido.
- ALARM 10: Pode indicar um erro de limitação de hardware, como um limite de curso atingido.
Métodos de Depuração de Programas FANUC
A depuração de programas FANUC pode ser feita através de simulação, monitoramento de variáveis e análise de mensagens de erro. A simulação permite verificar a execução do programa sem afetar a máquina física. O monitoramento de variáveis permite verificar o valor das variáveis durante a execução do programa. A análise de mensagens de erro ajuda a identificar a causa do problema.
Funções de Diagnóstico no Painel de Controle FANUC
O painel de controle FANUC fornece diversas funções de diagnóstico, incluindo a exibição de mensagens de erro, o monitoramento do estado dos eixos e o acesso a informações de diagnóstico detalhadas. Essas funções permitem uma rápida identificação e resolução de problemas.
Quais são os erros mais comuns ao programar em FANUC e como resolvê-los?
Erros de sintaxe (digitação errada), erros de referência (ferramenta ou posição incorreta) e erros de limitação (exceder os limites da máquina) são comuns. A solução envolve revisão cuidadosa do código, verificação das configurações da máquina e uso das ferramentas de diagnóstico FANUC.
Existe alguma ferramenta online para simular programas FANUC antes de executá-los na máquina?
Sim, existem simuladores FANUC e softwares CAD/CAM que permitem simular a execução do programa antes de enviá-lo para a máquina, evitando danos e perda de tempo.
Onde posso encontrar mais recursos e documentação sobre programação FANUC?
O site oficial da FANUC, fóruns online de CNC e manuais técnicos são ótimos recursos. Livros e cursos especializados também são opções excelentes.